
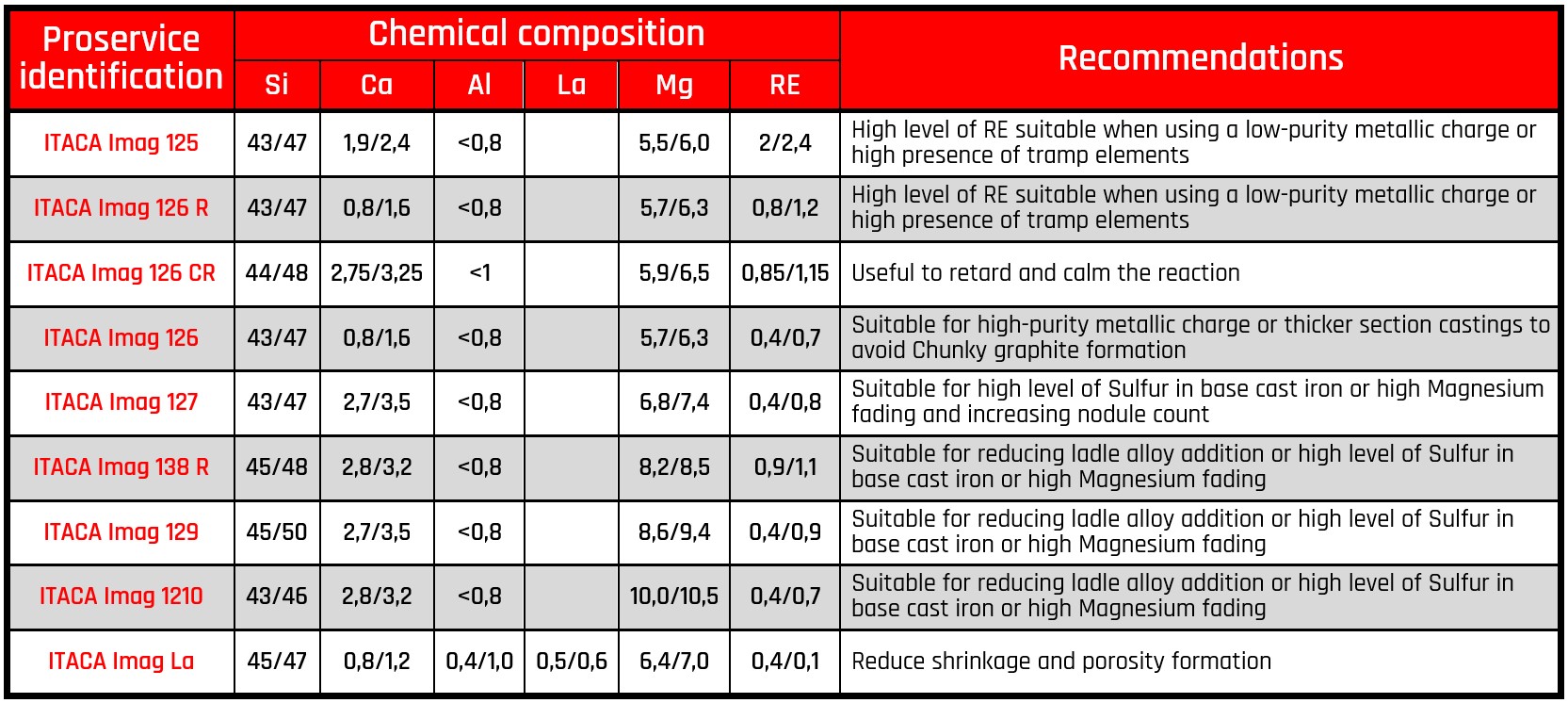
ITACA Imag
ITACA Imag
The spheroidization treatment (also more technically called “modification”) is the most important step in the production process of spheroidal cast iron. Consists in modifying (hence the name) the shape of the graphite particles during solidification by increasing their degree of compactness, thus changing from a lamellar to a vermicular or nodular shape.
In modern foundries, spheroidal cast iron is obtained through the introduction of magnesium into liquid cast iron. Proservice has studied and developed a series of spheroidizing alloys suitable for each process and designed to meet the needs of our customers. ITACA Imag alloys can range from a magnesium content of 5% up to 10%, with rare earth and other elements (mainly Ca and Al) that help the spheroidization process. They are also available in different grain sizes to adapt as much as possible to the different smelting processes, dosing systems, or ladle geometries.
HOW MAGNESIUM ACTS
Magnesium acts as a base in deoxidizer and desulfurizer for cast iron baths, as it reacts very quickly with these elements, thereby altering the shape of the graphite particles and promoting metastable eutectic.
The free magnesium remaining after the treatment is what contributes to the spheroidization of the graphite particles (this portion of magnesium is called “active” magnesium). The purpose of magnesium is, therefore, to counteract the possible presence of oxygen and sulfur and to ensure the proper nodularization of graphite. Therefore, if the oxygen and sulfur content is excessively high in the base cast iron, the residual magnesium after treatment may be insufficient to bring the spheroidizing effect. Variations in oxygen and sulfur in basic cast iron are only due to the change in materials used and the pouring practices.

THE OPTIMUM LEVEL OF MAGNESIUM
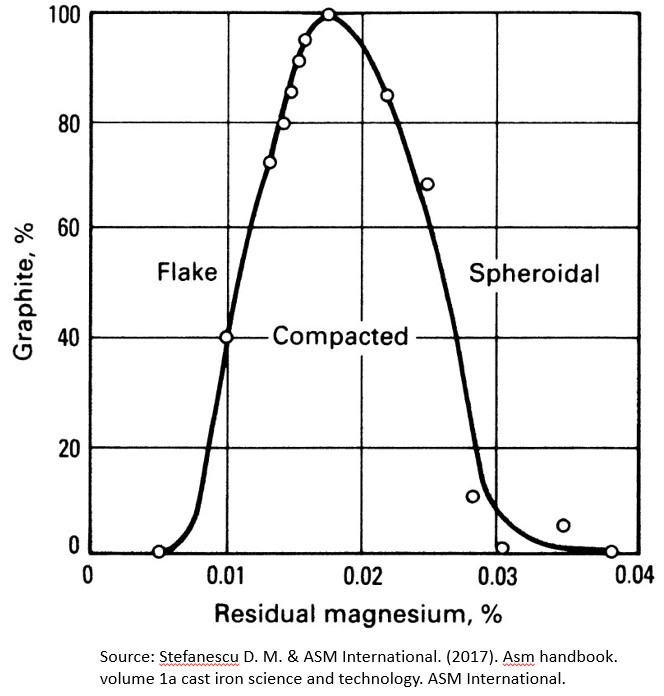
It is well known from practice that the residual value of magnesium required to obtain spheroidal cast iron should be greater than 0.030% and possibly not exceed 0.080%; a value between 0.030% and 0.040% is generally sufficient to obtain graphite in optimal spheroidal form (with 0.020%÷0.030% free magnesium dissolved in the melt), although much depends on the presence of certain interfering elements such as sulfur, oxygen, titanium, lead, aluminum, antimony, arsenic, and bismuth.
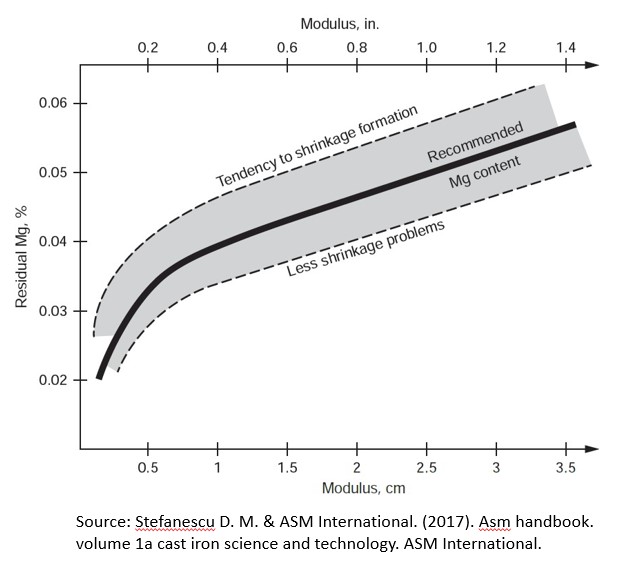
There is no optimal magnesium value that is valid in any situation: generally, the greater the average thickness of the casting to be produced or the greater its thermal modulus, the greater the residual magnesium value required to ensure proper spheroidization of the graphite.

COMMERCIAL NODULARIZATION ALLOYS
One of the main problems associated with treating cast iron with magnesium is its violent vaporization due to its high vapor pressure. The boiling temperature of magnesium is 1107°C at a pressure of 1 atm, while at 1500°C its vapor pressure reaches about 10 atm. Such pressure would cause the cast iron to violently escape from the ladle if pure magnesium was added.
For this reason, efforts have been made to lower the vapor pressure as much as possible by alloying it with other elements, such as FeSi or Ni, the lower the magnesium percentage, the stronger the bonds with the other elements in the alloy. Both silicon and nickel form exceptionally stable intermetallic compounds with magnesium: NiMg alloys allow for a more durable magnesium reaction, while FeSiMg alloys manifest an exothermic reaction with liquid cast iron, and thus magnesium is released more rapidly. The choice of the correct alloy depends a lot on the type of cast iron and the castings to be produced: FeSiMg alloys are cheaper and are suitable for producing “standard” ferritic/pearlitic cast irons, while NiMg alloys are suitable in the production of cast irons that require a high percentage of nickel since the addition of this element is cheaper if done with spheroidizing alloys.
The most widely used FeSiMg spheroidizing alloys are commercially found in granular form and contain varying amounts of Mg along with other active elements (such as Ca, Al, rare-earth elements, and so on) that help the spheroidization process and concur in the formation of compounds to create suitable substrates for the nucleation and growth of graphite spheroids. Indeed, it should be remembered that, in practice, magnesium treatment is inseparable from inoculation practice.
Critical factors in the selection of the type of spheroidizing alloy
- percentage of oxygen and sulfur in the base cast iron
- type, geometry, and dimensions of the ladle
- quantity of cast iron treated
- type and mass of castings
- tapping temperature
- coverage of the alloy
- % of desired Mg in the casting

FADING OF MAGNESIUM
As in the case of the inoculation treatment, also the effect brought by magnesium on the shape of the graphite particles is not permanent, but subject to fading after a certain period from the addition of the spheroidizing alloy. The reason is very simple and is related to its high vapor pressure and its high reactivity. Magnesium, at the melting and casting temperatures of cast iron, is in the gaseous state and tends to free itself from the liquid (magnesium vapours); its evaporation has repercussions in a loss of approximately 0.0010% (10 ppm) every minute and after the treatment, it is necessary to pour the castings as quickly as possible and at the lowest possible temperature (within practical limits).
The phenomenon of magnesium evanescence can also be deduced from the solidification curve. Also, in this case, it may be possible to deduce the phenomena of magnesium evanescence by exploiting the ITACA software by observing that, generally, in the transition from nodular cast iron to vermicular cast iron and, in the worst cases, to lamellar cast iron:
- the minimum eutectic temperature increases;
- recalescence increases;
- the VPS tightens.
THE IN-LADLE PROCESSO: ITACA Optidose & ITACA LTS
At the plant level, the spheroidisation treatment can be carried out in various ways by exploiting the different technologies available. Nowadays one of the most widespread methods for introducing spheroidizing ferroalloy into the liquid metal is the so-called “sandwich process” (also called simply “spheroidization in-ladle”) and is carried out using special ladles where inside a seat dedicated to the spheroidizing material is obtained. The type of ladle used can greatly influence the yield of the Mg, but in general, it is a particularly effective process and is therefore characterized by a high yield.
The extensive experience acquired in spheroidization treatments has allowed Proservice to expand its expertise in the design and construction of fully automated dosing plants (ITACA Optidose) and ladle transport systems (ITACA LTS), as well as the geometry of the treatment ladles. The aim is always to offer the highest dosing precision of ITACA Imag alloys but in the shortest possible time: in this way reduced magnesium fluctuations in the final castings are guaranteed and together cycle times and alloys consumption are drastically reduced.



Proservice can assist you in the technical choice of the most suitable product for your foundry and evaluate alternative analyses not included in the catalog.