
Drying
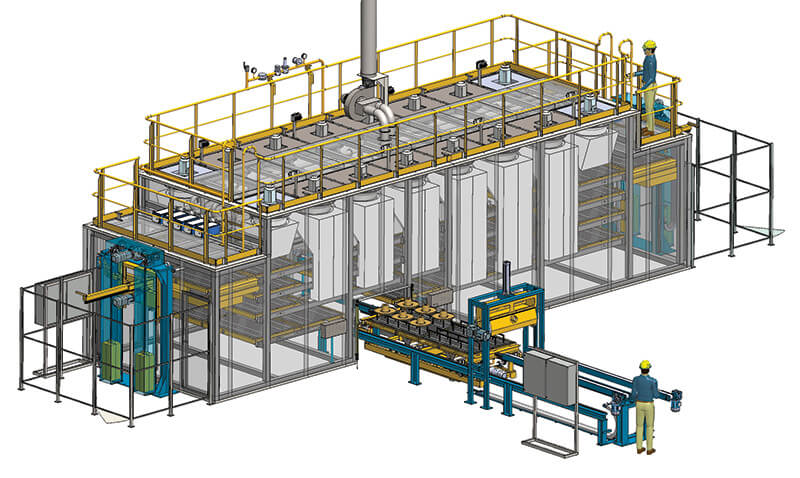
ProserviceTech produces drying ovens EXCLUSIVELY for cores and moulds in foundries and not for any other industry sectors. We support foundries in the transition from alcohol-based to water-based coatings by integrating into the study complete solutions for coating preparation and application (CPP and ALL-in-ONE) and coated-core handling (Multi-cell).
ProserviceTech develops a tailor-made solution with each customer, based on the available budget, space/layout, cycle time, existing equipment, energy consumption targets and simulations to look for the most efficient method of drying.
We supply static batch ovens, continuous/tunnel ovens, rotary table ovens, ovens dedicated to single core-shooters, drying panels for big moulds with furan/no-bake moulding and vertical ovens. These are just some of our possible solutions for a foundry.


Cores drying: ProserviceTech’s approach
Drying all the water out of the coating is a crucial and a necessary operation to avoid any casting defects. For some suppliers “drying” simply means blowing hot air into a chamber, for ProserviceTech it means the following:
• Evaluation for harnessing any existing “free of charge” heat energy sources already present in the foundry (such as hot water from compressor cooling systems or cooling oil from a cupola furnace, etc.), developing hybrid solutions: for example by using the heat energy recovered from furnace cooling oil and, if insufficient, by adding heat generated from gas burners or electrical elements;
• 3D simulation to optimize the hot air flow and minimize the energy for convection air drying
• Complete review and analysis of your process from the beginning, looking for the best possible and most cost-effective engineering solution
• Support for the critical transition from alcohol-based to water-based coating
• Developing the best and most cost-effective solution to generate the required thermal power: by utilizing gas burners and heat exchangers or by electrical resistor elements strategically placed within the drying chamber
• Extracting as much heat energy from the system, before it is released to the atmosphere
• Dynamic control of wet exhaust air by continuously taking real-time measurements of the moisture content within the drying oven. Most suppliers only control the air temperature and not the moisture content. They constantly release a fixed quantity of wet exhaust air, thus wasting energy and money. In fact, the moisture content of the air will vary with the quantity of cores and ambient conditions. ProserviceTech ovens adapt accordingly to the moisture content of the exhausted air.
• Use of the lowest possible drying temperature (Usually < 140°C) to maintain the highest possible core strength and efficiency of the binder.
• Engineering of complete lines for lost foam patterns (up to 5m) including handling, conveying and flow coating of the patterns.
Drying of big moulds on hand moulding lines
Do you have large moulds or cores and a standard drying oven is not large enough? Or are they coated with alcohol-based coating and are you looking for a simple solution to transition to the water-based coating, without investing huge space and money?
ProserviceTech has developed a “pallet type” drying DTP (Drying Travelling Panels) oven, suitable for this application. The pallets can be stored along a wall or be transported on wheels or even by forklift/crane to a location near the moulds and cores. Using DTP, drying can be completed within 1-3 hours, rather than days as required by natural evaporation drying at room temperature, thereby controlling the penetration of water/coating into the sand.

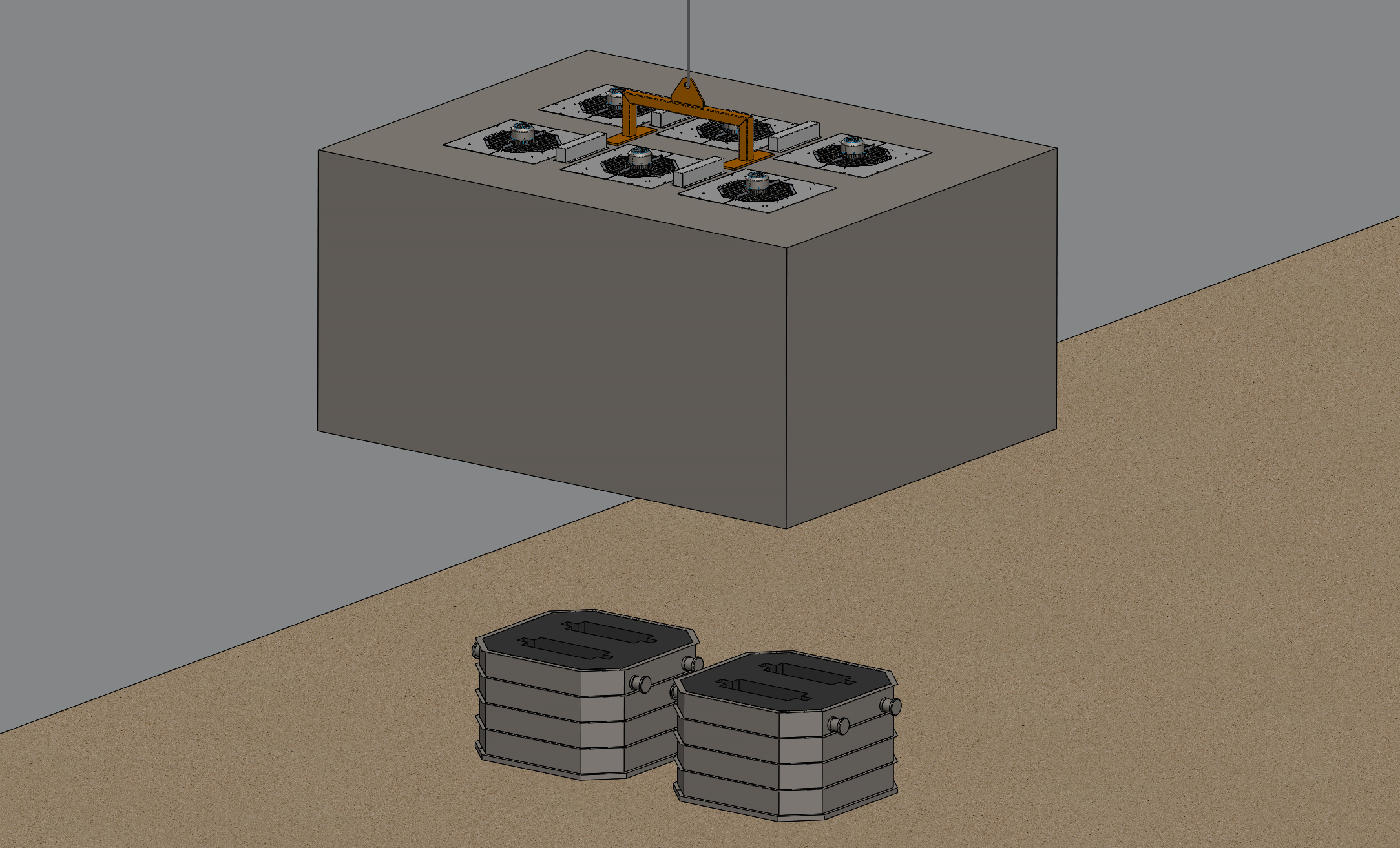
In case DTP cannot be implemented, for example due to too long cycle time or due to layout, ARENA DOME is a valid alternative. It is called like this, because this electrical oven is a “dome” movable by crane and then it is placed over the moulds or cores after coating application (by spray, by brush, by flow coating). Sizes or ARENA DOME and installed thermal power can be tailor made on request.
Drying moulds on “fast loop” line
This type of moulding line is really diffused in the iron foundries all over the world and most of them requires a drying oven being the mould painted (most of the time by flow coating) with water based coatings. ProServiceTech has developed tunnel ovens with slat conveyosr specifically design to work with moulds mould with or without steel flasks able to dry the top surface of the mould limiting the waste of energy. Dynamic modulation of the air replacement by continuous moisture control, design of the air convection with huge quantity of air working at lowest possible temperature (to avoid cracks on the mould generated by the high temperature), automatic settings of the drying temperature and thermal power in case of missing or lower number of mould coming from the moulding line… those are just some of the features of the tunnel ovens for fast loop solutions.


Small cores drying “in line” with the core shooter
ProserviceTech has developed also of compact electrical drying ovens to dry the cores “in line” with the core shooter to limit multiple handling and to reduce the manpower. In case you are planning to use a robot, please give a look to Multi-cell. The same operator of the core shooter, in case cycle time allows, instead placing the cores on the tray, he can dip the core and place them on the rotary table of the oven. The space saving design and the lower investment makes this type of ovens suitable for foundries with limited availa space for a big centralized oven especially in case they have to switch from alcohol to water based coatings. Drying “in line” with the core shooter the single core and not the cores on the tray, immediately after coating, presents several benefits:
- Water has limited time to penetrate inside the cores and it can affect the core strength. It can happen when there is long time between coating and drying.
- Lower drying cost because it is definitively easier to dry core by core then the cores placed on a tray.
- The operator is responsible of all operations from core shooting to dried cores placed on a tray
- The cores are placed on the tray of the multilayer pallet completely dried with lower possibility to have marks and damages during their transport to moulding line. Often it happens when the cores are placed wet on the tray. Moreover the tray can contain more cores because dried cores can be packed having a positive impact on the number of pallet and logistic costs.