OptiDose
ITACA OptiDose identifies the class of machines used for the dosage of ferroalloys and materials on melting furnaces and ladles. The level of customization is very high and, therefore, it is not possible to identify truly standard machines in this class.
ITACA OptiDose is not only a dosing system, it has the purpose to calculate and control, in a completely automatic way, the addition of charging or corrective materials, minimizing human intervention and assuring higher traceability levels.
ITACA OptiDose ON MELTING FURNACES
On melting furnaces we can divide the OptiDose into 2 sub-families:
- centralized dosing with mix distribution (i.e. monorail);
- distributed system (i.e. 1 machine every 2 melting furnaces).
The centralized dosing system has the following pros:
- can be placed outside the melt deck
- easy to automate material loading operations with big bags
and the following cons:
- no redundancy
- it is slower than the distributed system and, due to its slowness, it works well when executing “static” recipes
- in case you want to follow a “dynamic” approach (i.e. prepare the ferroalloys only after the real weights of the primary charge are known), the weighing accuracy is very poor.


The distributed system is a new concept developed by ProServiceTech. It is installed in between 2 melting furnaces and offers big improvements in a modern foundry.
ITACA OptiDose pre-doses a percentage of each alloy in the trolley (i.e. 80%-90%, a parameter that can be set) and, once the quantities of the primary materials in the charging cars are perfectly known, will complete the dosing of the alloys respecting the percentages defined in the quotation. ITACA OptiDose will prepare the material mix and send it quickly to the hoppers on the charging cars.
This dynamic action guarantees a reduction in trimming times once the physico-chemical properties of the liquid cast iron are measurable.
The pros of a distributed system are:
- high redundancy (two separate and independent dosing units guarantee the working of at least one unit in case of malfunctioning of the second unit);
- the drive of the alloys into the charging cars is made without any monorail making the preparation process faster, safer and easier to maintain without having obstacles due to the presence of the monorail;
- splitting the dosing in 2 phases guarantees also an high dosing accuracy. So high you can use this machine also for trimming the liquid iron and not only for charging corrections;
- complete traceability for charging phase and trimming phase.

ITACA OptiDose ON LADLE
Ladle dosing systems have a very high level of customization. They can be classified into 2 sub-families:
- dosing at the bottom of the ladle (before filling the ladle);
- dosing in stream during ladle filling.
The most commonly dosed materials are FeSi, graphite, Preconditioners/Inoculants, FeSiMg, Perlitizers but there are no particular limits to the number and type of material.
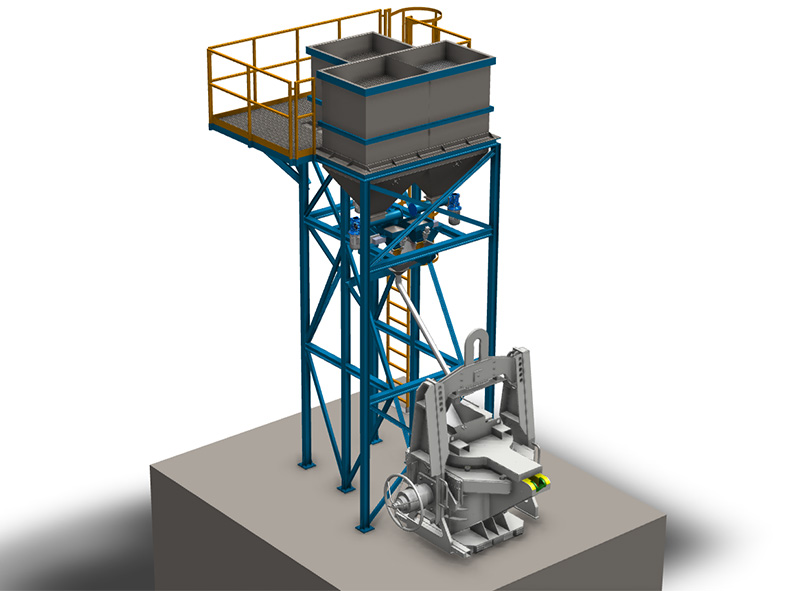
DOSING SYSTEM AT THE BOTTOM OF THE LADLE
This category includes single-step dosers (all materials are dosed simultaneously) and those for the production of nodular cast iron in which dosing takes place in 2 separate steps: FeSiMg first and all the other materials immediately after (cover materials).
They can be made in a variety of ways. The design will be influenced by the available space, the size of the ladle and hoppers, the required precision, the granulometry of the materials, the speed of preparation, the quantities to dose, the way in which to fill the hoppers, excetera.


DOSING IN-STREAM DURING LADLE FILLING
These dosing systems are particularly effective in the production of gray and ductile iron with cored wire.
The materials are dosed during the filling of the ladle to guarantee a perfect dissolution of preconditioners/inoculants and above all of graphite for the stabilization of the final position in the FeC phase diagram. They are clearly not suitable for the production of nodular cast iron with the tundish and/or sandwich method because the Mg-reaction would be contextual to the dosage, inhibiting the quality of the result.
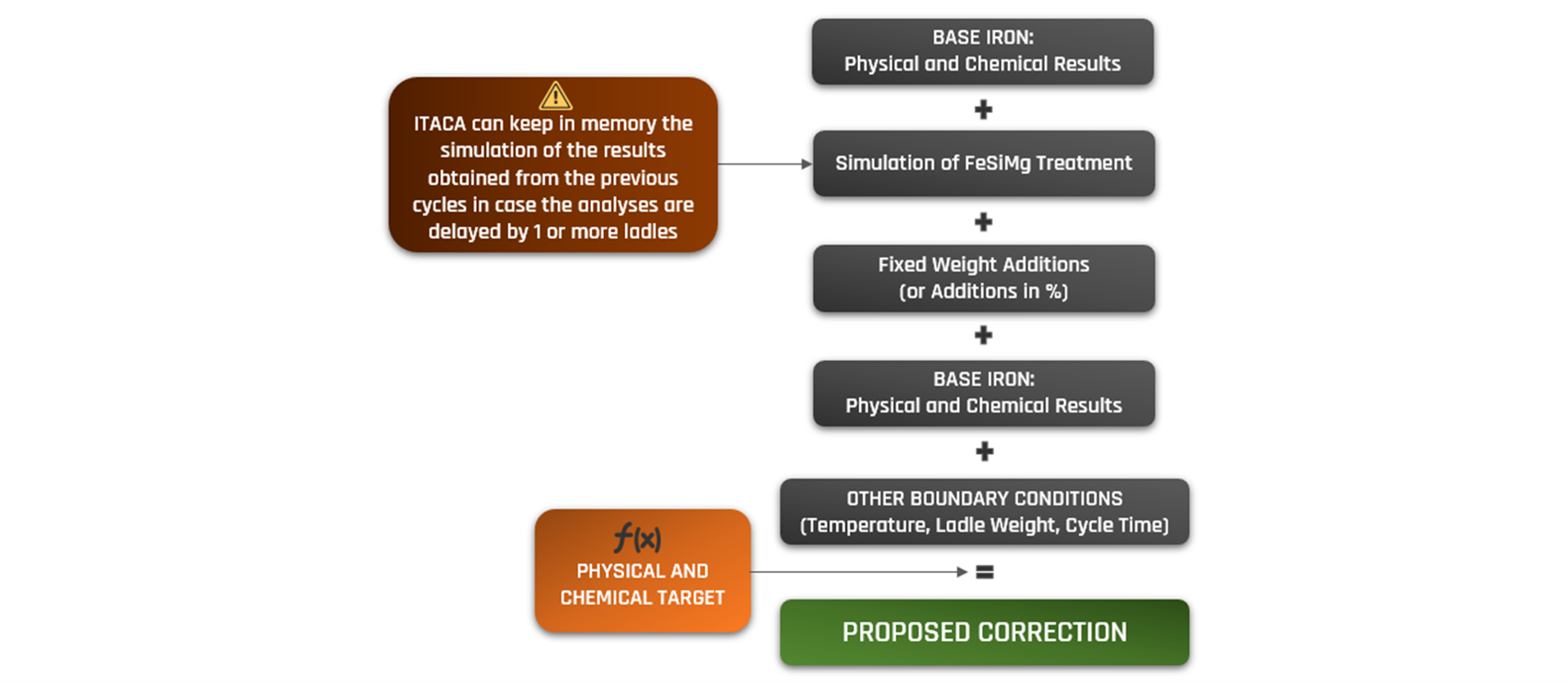
THE CORRECTION LOGIC OF IN-LADLE DOSING SYSTEMS
All the ladle dosing systems share the same correction logic. The correction is not defined manually by the operator but is the result of a complex optimization calculation (based on the symplex algorithm) which considers spectrometric analysis, physical properties of the base and final iron, times, quantity of cast iron in the ladle and on the pouring furnace, physical-chemical targets of the casting.