BORN TO COMMUNICATE
ITACAX is the latest generation of process control systems for the entire production cycle from the base to the final iron.
The arrangement of ITACAX consists basically in two main cabinets (ITACA MeltDeck and ITACA Pouring), dedicated to the Thermal Analysis evaluation by means of the specific modules for the Base and Final iron characterization, which communicates with a central Supervisor.
The metallurgical status of cast iron is not only based on chemistry but mainly on solidification behavior, which depends on different variables (Process, Qualitative, Machinery). The purpose of ITACAX is to group and control all these process variables and the relative’s important information.
The system uses state-of-the-art PROFINET technology to communicate with other systems, enabling real-time data from the foundry’s PLC. This makes the system able to communicate with any connected system and use its data to control the process:
- Base iron properties ITACA Melt Deck;
- Chemical composition;
- Iron temperature;
- Final iron properties ITACA Pouring;
- In-stream inoculation parameters ITACA Stream (if present)
- In-stream inoculation quality ITACA Vision (if present)
- Temperature measurement mould by mould (ITACA Pyro) (if present);
- Additions for trimming phase (ITACA Scale)
- Sand properties;
- Cores parameters;
- Moulding and Pouring parameters;
- Casting features from technical office;
- Feedback from quality department.
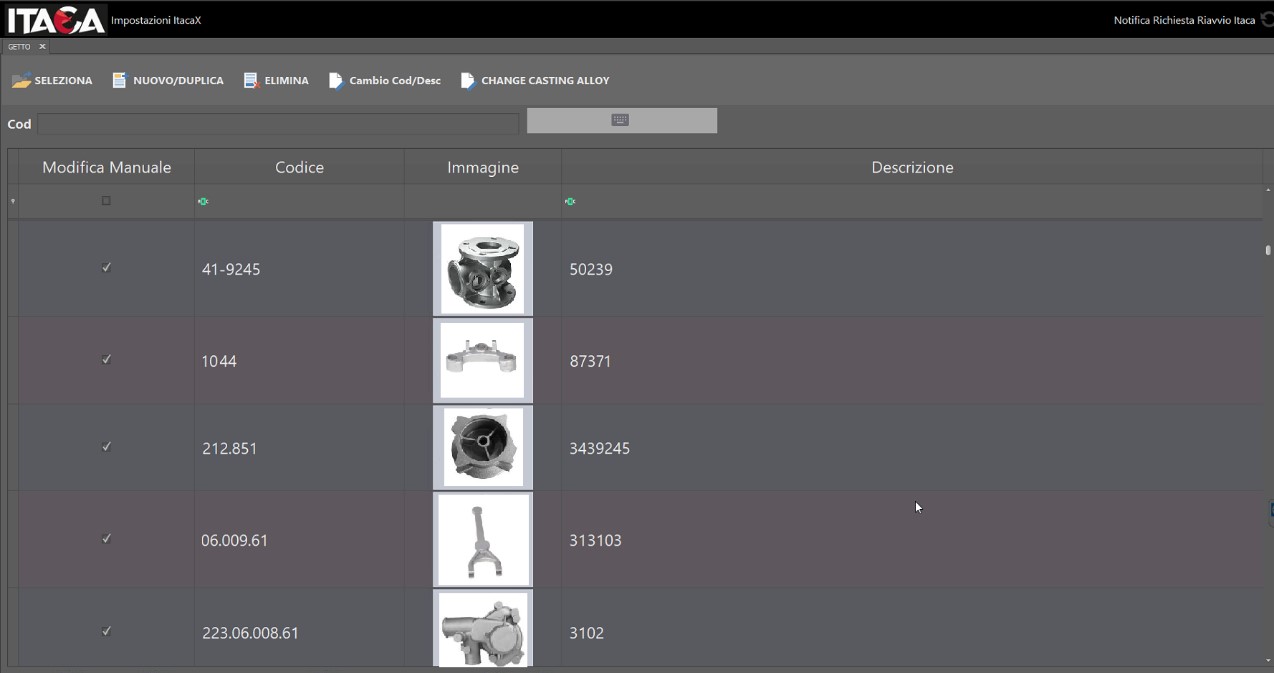
AUTOBACTH: AUTOMATIC SELECTION OF CASTING CODE
For instance, ITACAX can communicate with a pouring machine: thereby, it knows which casting is being poured, and it can adapt the metallurgical evaluation for a specific casting without any action by the operators. All data are collected to provide a global picture of the process and any possible mistake of the operator is avoided.
This function is possible when all the castings, with their features and properties, are stored inside the ITACA Data-base (the insertion can be automatic, through connection to the foundry db / erp system, or manually).
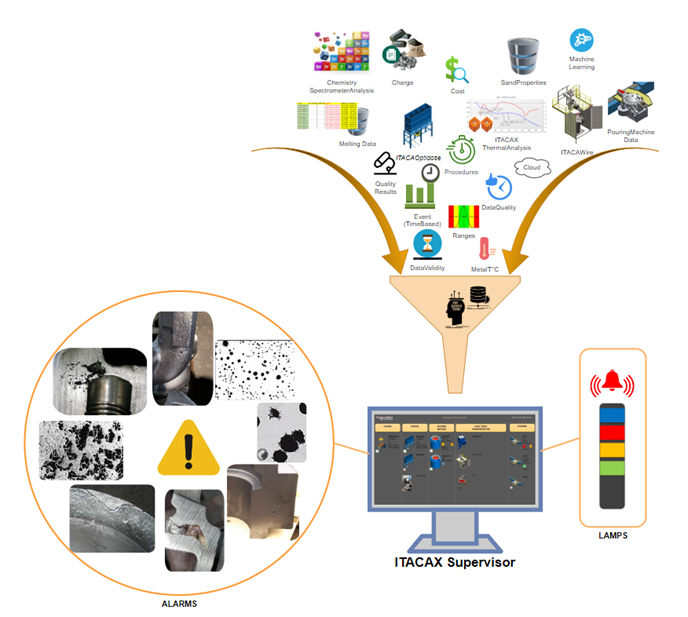
ITACA Supervisor: A PLATFORM OF KNOWLEDGE
ITACA Supervisor is the module with the dedicated interface that links together machines and systems with the objective to improve the work approach from Charging to Pouring, applying important concepts of “quality”, “traceability”, “integration”, “control”, “forecast of defects”, “optimization”, “reliability of data”, “procedure standardization” and “continuous improvement”, saving the internal “know-how”.
ITACA Melting Data, together with ITACA Pouring Data and the combination of all the process data (cast iron chemical composition, pouring temperature, sand properties, casting properties, etc.) is used by ITACA Supervisor to extensively analyze the production in real-time, and generate the warnings in the Alert Module: the operators have immediate feedback from the system on the defects or problems that can affect the casting, and quickly take the right corrective action.
The alarms are related to the production process, which takes into consideration one or more parameters set from the settings, and their boundary conditions derived from all data sources present in the foundry.
TRACEABILITY
Have you ever imagined, looking at a casting in your hand, to have the possibility to see the full process variables involved to produce it, the alarms raised in production, and the different difficulties faced during the process?
ITACAX is a process control system that allows the connection of different foundry areas to collect data in a single database for a faster quality evaluation both in production and after, during the quality analysis.
Process traceability requires a strong but intuitive way to make the association between different data sources. In ITACA system it is possible to create a unique code to identify one thermal analysis.
AUTOMATIC ACTIONS: CONNECTION WITH AUTOMATIC DOSING SYSTEM
ITACAX can be easily connected with ITACA Scale, ITACA Stream XL, ITACA Optidose, and ITACA Wire for semi-automatic or automatic material additions.
Thanks to its flexibility, ITACA X can virtually communicate with all the automatic dosing systems present in the foundry (Proservice reserves the right to evaluate the feasibility of this connection).
All ITACA Systems are designed, engineered, and programmed by Proservice, and are Plug&Play to each other, using well-known and tested communication protocols.

ITACA MeltDeck
ITACA MeltDeck is the ITACAX module specifically designed to help foundries control the working operations to prepare their base iron in the melting area.
GUIDED TIME-BASED PROCEDURES AND AUTOMATIC CORRECTION MODULE
The system works by means of guided procedures, with well-defined ranges for each type of alloy which the foundry produces. Each procedure is performed within a set of parameters, with its own ranges and validity time. The procedure is, basically, a stock of parameters, related to base iron production that the foundry wants to keep under control, to ensure a constant iron quality during the production from one or more furnaces.
The constant quality of the preparation of the furnaces is one of the most important steps to make a good casting, reproducible, and of controlled good quality.
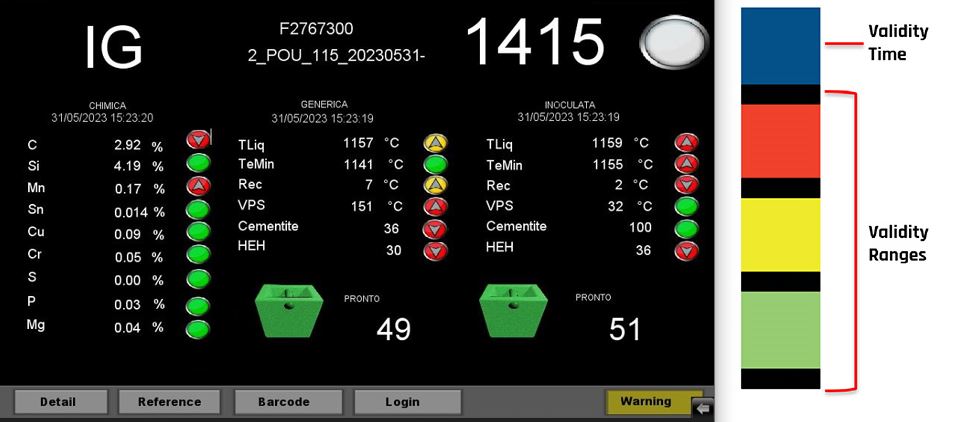
The idea is to combine Thermal Analysis with Temperature and Chemical analysis to determine the complete Metallurgical Status of the base iron in an easy and interactive way to give the right approach for the correction process. The system requires the 2 cups analysis: with Tellurium, for the prediction of C%, Ceq%, and Si% and without Tellurium for various metallurgical concepts, such as nucleation potential, actual position in the Fe-C diagram (HEH), etc.
The results are shown to the operators together with its range position, with a user-friendly gauge.
ITACA MeltDeck is responsible for the Thermal Analysis of each Furnace and once each parameter is validated, the output is passed to the ITACAX Supervisor for the global evaluation of the metallurgical status of the furnace.

AUTOMATIC CORRECTION MODULE
The system determines the corrective action that must be performed by the operators to correct the liquid metal and determine in this way always the same “starting point” of the Furnace. The standard procedure to follow consists of a Charging phase (managed by ITACA Charge or other systems) a first sampling to control the analysis, a Correction of the metal (Trimming), and another check/verification of the effect of the corrections in order to approve it for the Ladle tapping.
THE IMPORTANCE OF TIME
The validity time is customizable and depends on the specific Foundry process.
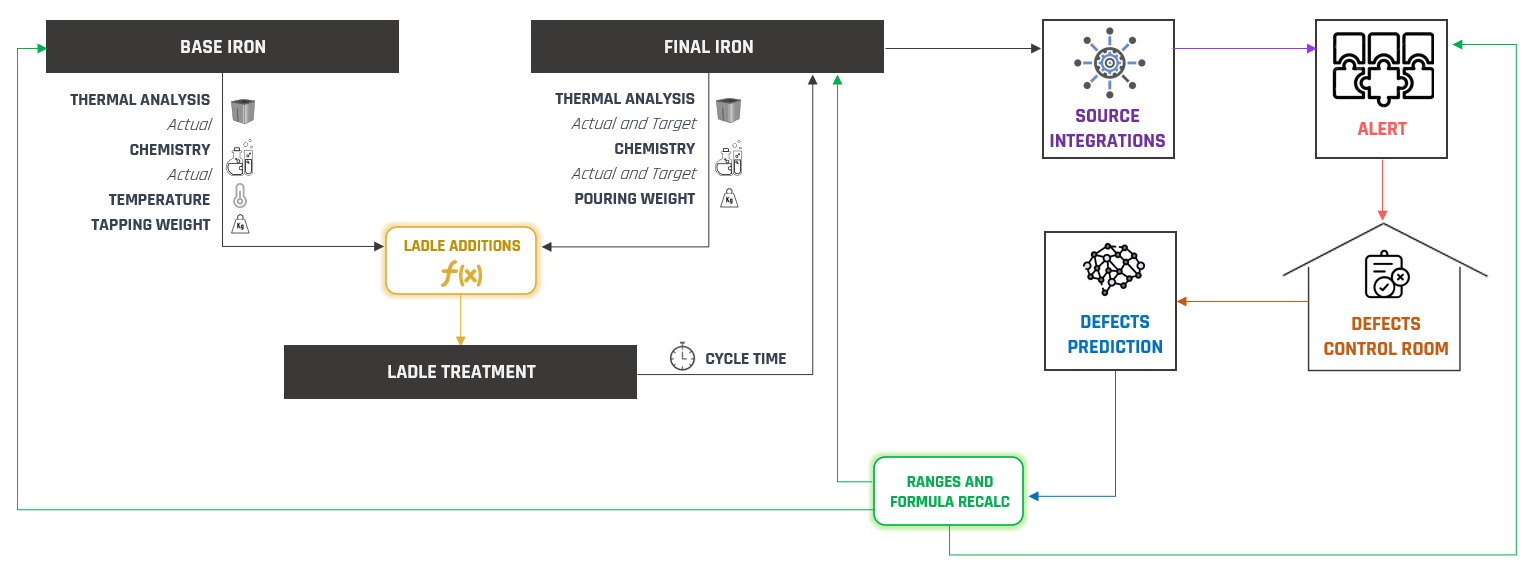
ITACAX includes an evolute algorithm that considers the cast iron thermal analysis and chemical analysis to calculate the correct additions to pass from a “red status” (also underlined by the red light in the lamp) to a “green status” (green lamp) with process targets and physical targets required for the castings in production.
The Correction module considers corrective actions that could be performed directly into the ladle or in the furnace, depending on the Foundry process layout and internal preferences. Here below is a schematic representation of the working procedure.

ITACA Pouring
ITACA Pouring is the latest generation of the process control system for the final iron in the pouring line or pouring area. ITACAX monitors the status of the final iron with thermal analysis and other process data by comparing the current conditions to the requirements of each individual casting.
The system has been developed following the needs of the foundries:
- Specific region, in the Settings Module, dedicated to the technical office where all the castings and their specification can be detailed for production;
- User-friendly interface dedicated to the acquisition module of ITACA Pouring, that immediately gives an overview of the Quality status;
- Completely dedicated module for quality prediction: “Alarms” designed for the introduction of main defects generated in the foundry.
MULTIPLE ACQUISITION CHANNELS
Each ITACAX station can be equipped with two or more acquisition thermocouples, based on the kind of analysis required by the foundry:
- generic/inoculated;
- generic/inoculatred/tellurium;
- generic/inoculated/sulphur+tellurium.
This function gives foundries maximum flexibility on the type of acquisition they want to perform, including eutectoid acquisition for the prediction of the mechanical properties of ductile iron.
REMOTE INTERFACE FOR OPERATORS
ITACAX can be equipped with remote displays to be installed directly near to melting furnaces, in order to let the operators use the system without the need to run inside the foundry.
ITACA remote display can be simply customized, in terms of input and output (data to be displayed), in order to meet the foundry needs. Each remote display is provided with a lamp tower showing, in a very fast and intuitive way, the global metallurgical status of the furnace: if there is a parameter close or out of validity time and required to be measured again, or if there is even one parameter out of the target introduced.
The ranges can be customized on the basis of geometrical features and historical defects of a casting. As an example, a heavy casting produced in ductile iron usually has a minor risk of cementite but has a much higher tendency to graphite flotation problems.
They are commonly used also to share useful information between separate departments (sand /metallurgical/ quality labs, melting shop, pouring area, etc..).